A boiler waterwall tube manufactured from SA-213 T12 alloy steel (38.1 mm OD × 4.6 mm WT) was received for failure analysis.
The tube had been in service for approximately 15 years in a heavy crude oil-fired boiler.
The design pressure and temperature were 197 barg and 440 °C, respectively, with an operating pressure of ~182 barg.
The water chemistry was maintained at pH 9.3–9.7 with dissolved oxygen near 7 ppb. It was reported that the unit experienced a sudden tube rupture in the waterwall circuit.
The failure occurred with a “fish-mouth” type opening and severe localized bulging, indicative of a rapid overheating event
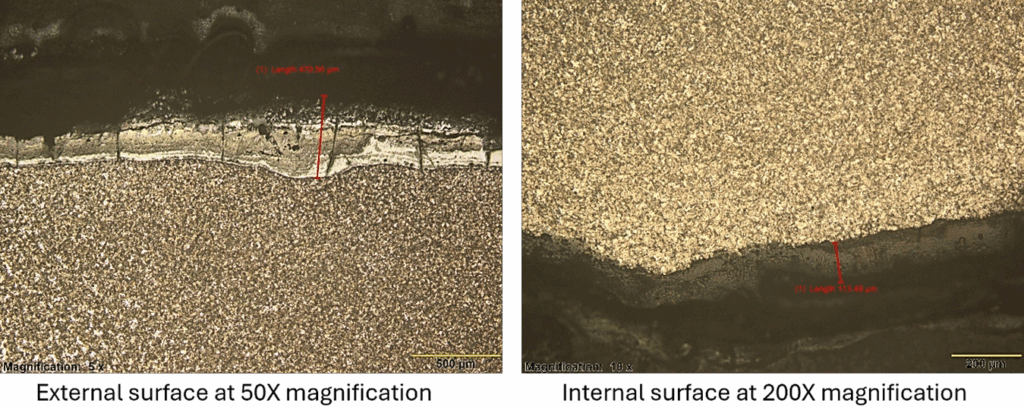
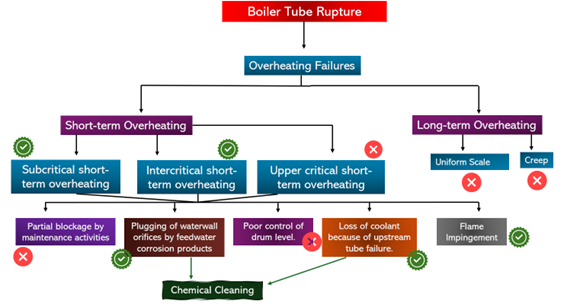
The oxide and deposit layers on both the ID and OD of the tube were primarily composed of iron oxides, consistent with boiler corrosion scales. Sulfur was detected in the OD deposits, likely originating from combustion products in the crude oil fuel. No abnormalities were observed in the tube’s bulk chemistry; the composition conformed to SA-213 T12 specifications (C 0.05 wt%, Cr 1.11 wt%, Mo 0.58 wt%). Metallographic examination of the failed region revealed elongated grains and transformation products, including bainite and localized martensite, along the fracture edge. These features confirm exposure to inter-critical short-term overheating, where the tube metal was heated above the austenite transformation temperature and then rapidly cooled. Hardness near the rupture surface was significantly elevated (~395 HV), compared to ~150 HV in unaffected areas.
The boiler waterwall tube failed due to short-term overheating. The localized disruption of internal coolant flow caused steam blanketing/dry-out, eliminating heat transfer and allowing rapid temperature rise. This led to bulging, thinning, and rupture of the tube wall. The overheating mechanism, not material deficiency, was the root cause of failure.
For more information email us at info@petromaster-sa.com or speak with us directly at +966-13-896-7124.